Rettifica meccanica, ecco come funziona
Nel settore della meccanica una delle lavorazioni più importanti e trasversali è quella detta della rettifica.
Una lavorazione che nel corso del tempo è andata sempre più evolvendosi e specificandosi per consentire di ottenere risultati sempre più performanti in base al tipo di utilizzo che il componente rettificato deve eseguire. Entriamo più nello specifico scoprendo cos’è propriamente la rettifica meccanica, quali e quante tipologie di rettifica esistono, cosa si può ottenere con una procedura di questo tipo e, infine, quali sono gli strumenti utilizzati per ottenere il lavoro a rettifica di un pezzo.
- Cos’è la rettifica meccanica
- Le diverse tipologie di lavorazione
- Le superfici realizzabili con la rettifica meccanica
- Macchine, utensili e strumenti per la rettifica
Cos’è la rettifica meccanica
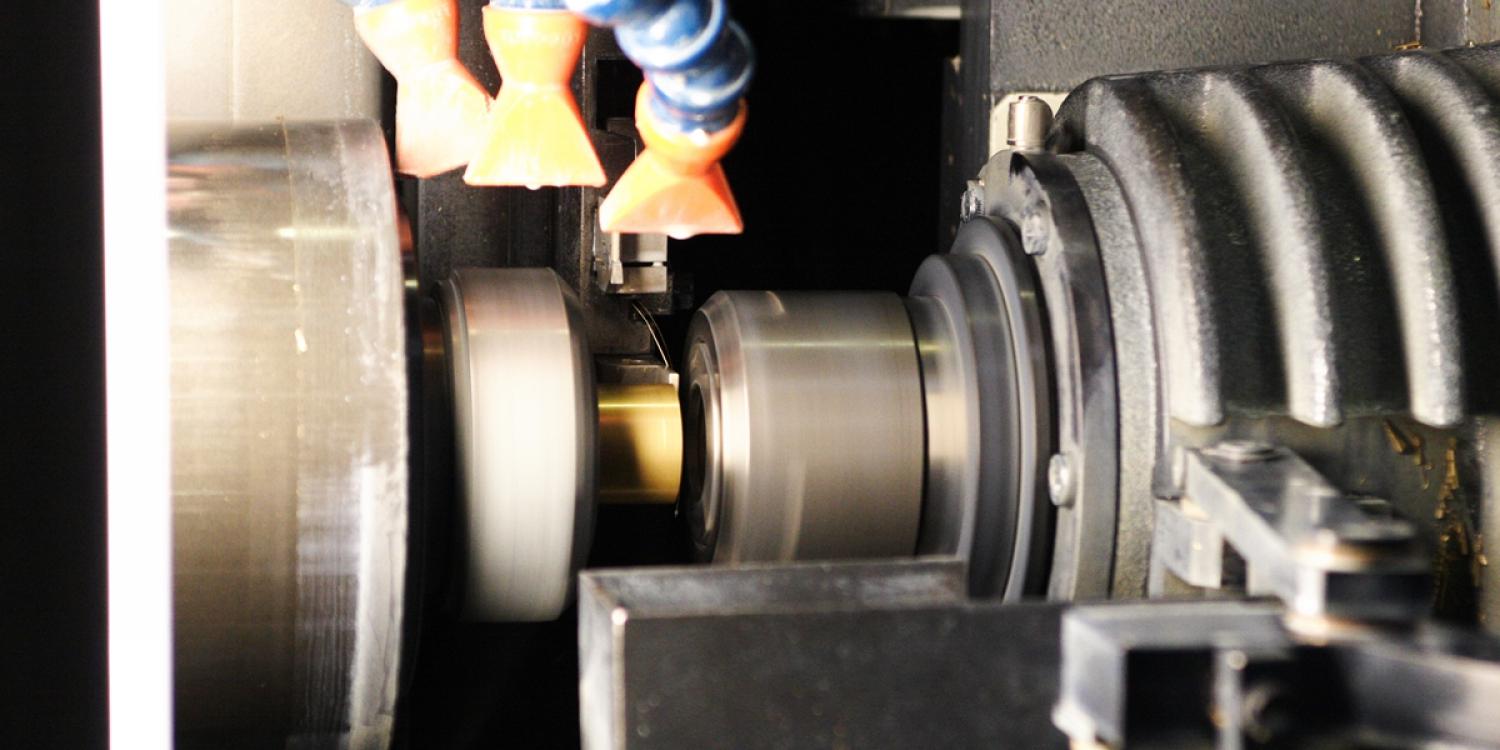
Il significato del termine rettificare può aiutare a spiegare che cos’è la rettifica meccanica. Propriamente questa parola indica le operazioni di rendere dritto ciò che non lo è. Al di là dell’estensione che ha assunto il significato di questa parola, rettificare in meccanica sta a indicare tutte quelle lavorazioni finalizzate a spianare una superficie, eliminando il superfluo e ciò che può essere considerato un difetto. In linea generale, quindi, la rettifica meccanica è un’operazione di abrasione, svolta attraverso una mola, con l’obiettivo di asportare del materiale in eccesso da una superficie. La rettifica meccanica è una lavorazione estremamente precisa, specie per i componenti per i quali è necessaria una perfezione millesimale, che consente di ottenere una finitura estremamente elevata e dettagliata.
Le diverse tipologie di lavorazione
Non esiste un’unica tipologia di rettifica, ma tra loro le operazioni che vengono eseguite sui componenti per migliorarne la superficie differiscono in base a:
- macchinario utilizzato;
- forma del componente da lavorare;
- direzione di movimento della mola
in base a queste variabili e in funzione di ciò che bisogna ottenere si possono eseguire diverse tipologie di rettifica meccanica, ovvero:
- rettifica a tuffo
- rettifica cilindrica
- rettifica elettrochimica
- rettifica in piano
- rettifica senza centri
- rettifica verticale
Rettifica a tuffo
Durante la rettifica a rullo la mola si avvicina solo in maniera radiale al pezzo da rettificare e questo tipo di operazione consente di creare scanalature e sedi nei pezzi lavorati. Questa rettifica è ideale, per esempio, per ottenere le sedi e le gole di cuscinetti e pulegge.
Rettifica cilindrica
In questo tipo di rettifica la mola lavora parallelamente alla superficie del pezzo da rettificare. La rettifica cilindrica, detta anche “in tondo” avviene su un asse di rotazione verticale e consente di levigare le superfici, sia interne che esterne, di componenti conici e di forma cilindrica.
Rettifica elettrochimica
A differenza delle altre tipologie di rettifica, dove l’asportazione del materiale in eccesso avviene tramite abrasione, nella rettifica elettrochimica la spianatura del componente viene eseguita tramite effetto elettrolitico. Il vantaggio di questa tipologia di rettifica è che riduce le possibili deformazioni che il surriscaldamento della mola può, invece, determinare.
Rettifica in piano
La rettifica più diffusa è quella detta “in piano” nella quale la mola opera in verticale rispetto alla superficie del componente su cui si sta intervenendo. Questa rettifica può essere frontale o tangenziale, in base al movimento della mola rispetto al piano di lavoro.
Rettifica senza centri
La cosiddetta rettifica senza centri è una particolare versione nella quale il pezzo da lavorare, generalmente di piccole dimensioni e dalla forma allungata, viene messo in mezzo a due mole che lavorano in direzione opposta, consentendo di ottenere un risultato estremamente preciso su minuterie e componenti di piccole dimensioni.
Rettifica verticale
Infine vi è la cosiddetta rettifica verticale. In questo caso il movimento della mola sulla superficie del componente da rettificare avviene, appunto, in verticale. Questa particolare lavorazione è ottima per le lavorazioni più complesse, quali mozzi, turbine, flange, ingranaggi e cuscinetti.
Le superfici realizzabili con la rettifica meccanica
Come abbiamo visto parlando delle diverse tipologie di rettifica meccanica grazie a questa particolare lavorazione è possibile ottenere diverse superfici. Non solo quelle prettamente piane (come per esempio le testate dei motori delle automobili), ma anche scanalature, filetti, spallamenti e gole, sia su componenti piani che su quelli di forma conica o cilindrica.
Macchine, utensili e strumenti per la rettifica
Propriamente lo strumento per eseguire le lavorazioni della rettifica meccanica è, appunto, la macchina rettificatrice. Esistono diverse tipologie di rettificatrici in base al lavoro da eseguire, ma fondamentalmente il cuore di questi strumenti è il mandrino. Si tratta del dispositivo meccanico sul quale è posta la mola che esegue il lavoro vero e proprio di abrasione. Per rettificare a 360° un componente la rettificatrice ha il mandrino che si muove su uno dei tre assi, il piano di lavoro su un altro e la tavola sulla quale è posto il pezzo su un altro asse ancora.
Per la rettifica in serie di un numero elevato di componenti e per ottenere risultati eccellenti sia in termini di velocità che di precisione millesimale, Emmegi Spa si avvale di rettificatrici a controllo numerico (CNC). Si tratta di strumenti di ultima generazione che utilizzano le tecnologie computerizzate per il controllo delle parti della rettificatrice. Una macchina CNC viene programmata tramite un computer e poi esegue, sotto il controllo costante di un operatore qualificato, il lavoro richiesto. L’efficienza e l’ottimizzazione del ciclo di lavoro è in questo modo assolutamente perfetta e impeccabile. In questo modo anche le richieste più importanti possono essere gestite ed evase in tempi consoni alle esigenze del committente.
La Emmegi Spa è un’azienda che dal 1970 si occupa di progettazione, produzione e distribuzione grazie all’uso di centri di lavoro CNC a cinque assi per la realizzazione di pezzi e componenti in ottone e qualsiasi altra lega in base alle singole esigenze del committente.
Emmegi TORNERIA, nata nel 1977 nell’entroterra marchigiano, è specializzata nella produzione di minuterie metalliche tornite in ottone su specifiche del cliente. Nel corso degli anni ha maturato con impegno e competenza una solida affidabilità nell’implementazione e nel perfezionamento del sistema di gestione qualità, ottenendo la certificazione UNI EN ISO 9001:2008.
Software personalizzati in base alle esigenze aziendali, sono utilizzati per migliorare i processi di supporto tecnico (quali la realizzazione di particolari da disegno o da campione in CAD), i processi di verifica dell’idoneità dei materiali e delle attrezzature impiegate, ed i processi di monitoraggio dell’efficienza del processo aziendale.


