Rettifica meccanica: il suo ruolo all’interno della torneria
Quando si parla di rettifica meccanica si fa riferimento all’insieme di lavorazioni eseguite per il perfezionamento della superficie di un componente.
Tra le lavorazioni eseguite all’interno di una torneria, infatti, una delle più delicate è proprio quella della rettifica, che solitamente segue quella della sgrossatura. Questa si occupa di eliminare il grosso del materiale in eccesso, mentre la rettifica meccanica è un’operazione di fine che, tramite l’azione rotatoria di una mola, ottiene la finitura desiderata per ogni componente. Rettificare, quindi, è un’attività particolare e di straordinaria importanza anche per la trasversalità dei settori di applicazione. La rettifica meccanica, infatti, si utilizza per la realizzazione di stampi, ingranaggi, alberi motore, strumenti di misurazione, minuterie metalliche, cuscinetti e tantissimi altri componenti di diversi settori, da quello automotive a quello aerospaziale.
I diversi tipi di rettifica
Il significato rettificare, nel settore meccanico, riguarda l’operazione tecnologica di molatura che ha lo scopo di eliminare le deformazioni e le imperfezioni presenti sulla superficie di un componente. La rettifica meccanica, quindi, è quel processo di elevata precisione teso a ottenere un elevato grado di finitura sulla superficie di qualsiasi tipo di componente metallico (e non solo). Per perseguire questo scopo esistono diverse tipologie di rettifica meccanica che si differenziano tra loro principalmente per il tipo di macchina utilizzata e per le superfici che si necessita di lavorare.
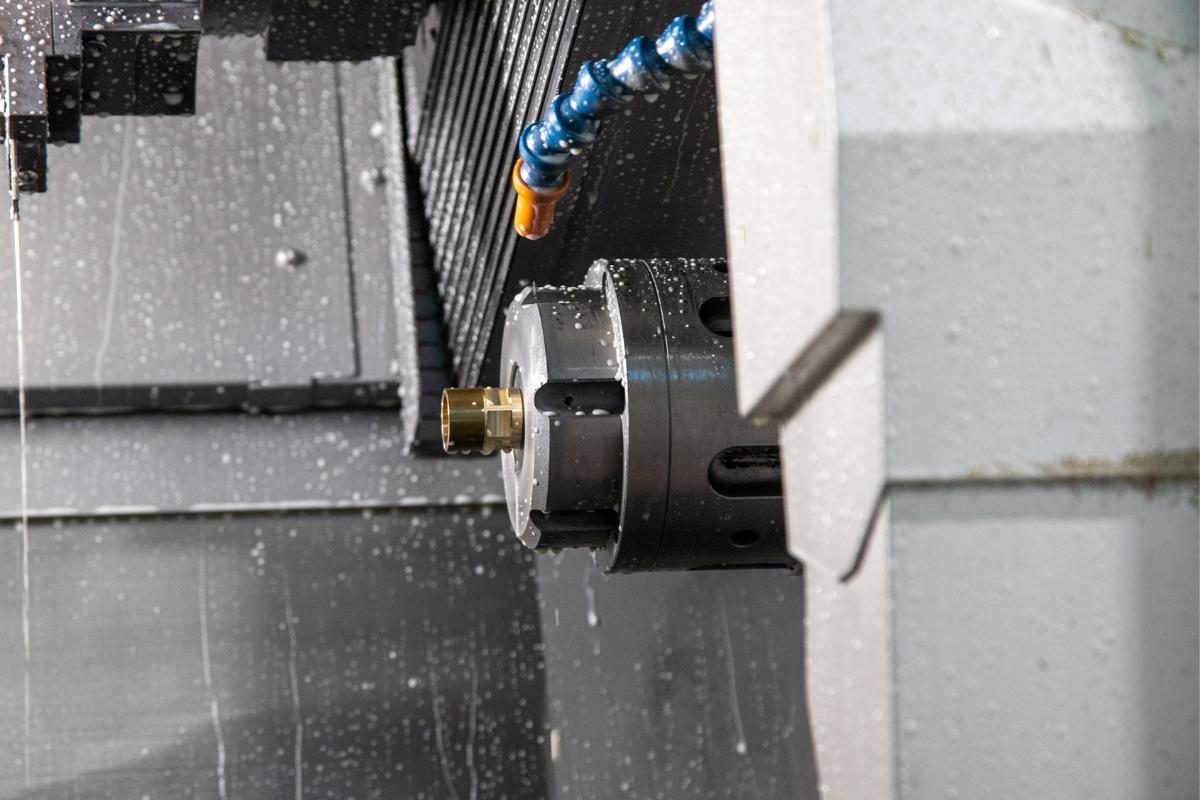
La macchina rettificatrice
Il primo elemento da valutare è quello legato alla macchina con cui si eseguono le lavorazioni di rettifica. L’elemento centrale di ogni operazione di rettifica è la mola, ovvero l’utensile collocato sul mandrino, di materiale abrasivo, che consente, a contatto con la superficie del componente da rettificare, di asportare il materiale in eccesso e ottenere un elevato livello di finitura. La coppia della mola, a differenza per esempio con quella del mandrino della fresatrice, non deve essere molto elevata, proprio per consentire una maggiore precisione e un lavoro di fino. Per eseguire questo tipo di lavoro la rettificatrice può essere: tangenziale, in tondo e quella senza centri.
Rettificatrice tangenziale
La più comune delle rettificatrici è quella detta tangenziale nella quale c’è il mandrino e la tavola da lavoro che si muovono su diversi assi consentendo le varie lavorazioni.
Rettificatrice in tondo
La cosiddetta rettificatrice in tondo è caratterizzata da un mandrino e da una contropunta. Generalmente la rettificatrice in tondo monta più mole contemporaneamente per lavorare le superfici interne ed esterne del componente in oggetto.
Rettificatrice senza centri
Nella rettificatrice senza centri ci sono due mole, di dimensioni differenti, che lavorano su due assi di rotazione paralleli. La particolarità di questa rettificatrice è che una ha il compito di rettifica meccanica vero e proprio, mentre l’altra si occupa di avvicinare il particolare verso la mola operatrice e consentire la lavorazione.
Le superfici che è possibile ottenere
Grazie alla rettifica meccanica è possibile ottenere superfici piane, coniche e cilindriche, sia sulle superfici interne che su quelle esterne. Con la rettifica meccanica si possono ottenere anche scanalature, spallamenti, superfici di accoppiamento, filetti e, con le moderne rettificatrici a controllo numerico anche profili di vario tipo.
Le rettifiche meccaniche
Tra le principali tipologie di rettifica meccanica troviamo: quella in piano, quella in tondo, quella a tuffo, quella senza centri, quella verticale e quella elettrochimica.
Rettifica in piano
Nella rettifica in piano la mola si muove con l’asse di rotazione perpendicolare al movimento della tavola di lavoro. Questa tipologia consente di effettuare la rettifica frontale e quella tangenziale.
Rettifica a tondo
Questa rettifica meccanica, detta anche cilindrica, avviene grazie al movimento parallelo dell’asse di rotazione della mola rispetto a quello del pezzo.
Rettifica a tuffo
La rettifica a tutto è simile a quella in tondo, ma l’avvicinamento della mola rispetto al pezzo avviene in maniera radiale in modo da ottenere superfici cilindriche o coniche, come quelle delle sedi dei cuscinetti.
Rettifica senza centri
Per la lavorazione di particolari lunghi ma di diametro ridotto si utilizza la rettifica senza centri che si esegue tramite il lavoro opposto di due mole e il pezzo tenuto con l’asse di rotazione parallelo a quello delle mole stesse.
Rettifica verticale
Come detto per la rettifica in piano vale anche per quella verticale per la quale, come indica il nome stesso, il movimento della mola è verticale, consentendo lavorazioni più complesse.
Rettifica elettrochimica
Una particolarissima forma di rettifica è quella elettrochimica dove l’abrasione della superficie non avviene per via meccanica, ma per effetto elettrolitico. Questa particolare lavorazione riduce il rischio di deformazioni e offre una maggiore precisione.
I parametri della rettifica
Ci sono poi diversi parametri per impostare le differenti lavorazioni di rettifica meccanica. le principali sono la velocità di taglio e l’avanzamento della mola. La velocità della mola determina dipende dal tipo di lavorazione che si deve eseguire e dal materiale del componente su cui si sta intervenendo. L’avanzamento, invece, determina la profondità di passata e anche in questo caso dal materiale del componente e dal tipo di lavorazione che si deve eseguire.
Emmegi TORNERIA nasce nel 1977 nell’entroterra marchigiano, specializzata nella produzione di minuterie metalliche tornite in ottone per la realizzazione di particolari su specifiche del cliente. Ha costruito con impegno e competenza una solida affidabilità nella gestione del sistema raggiungendo negli anni la UNI EN ISO 9001:2015 e la UNI EN ISO 14001:2015.
Sviluppa software personalizzati per migliorare i propri servizi di assistenza tecnica (realizzazione di particolari da disegno o da campione in CAD), di verifica dell’idoneità dei materiali e delle attrezzature impiegate e di monitoraggio dell’efficienza del processo aziendale.
Il tutto coordinato da personale qualificato e attento a soddisfare le aspettative del cliente.